Achieving operational excellence with reliable VFD cables
Industrial motors consume nearly 70 percent of the energy supplied to industries.
This energy drives essential equipment such as pumps, compressors, fans, blowers, elevators, and conveyors. However, high energy consumption leads to increased carbon emissions, reducing the sustainability of manufacturing processes. Variable Frequency Drives (VFDs) offer a solution by cutting carbon emissions by up to 53 percent, thus making the industry energy efficient, more productive, and sustainable. VFDs are connected to motors using special cables, which are crucial for maximizing productivity, minimizing downtime, and ensuring operator safety. This article will discuss the most common challenges VFD applications face today and how selecting the right VFD cables can help avoid these issues. It will also highlight the benefits of high-quality VFD cables and the importance of adhering to NFPA/NEC cable requirements.
Challenges in the VFDs
VFDs produce significant electrical noise. This noise can disrupt nearby equipment, compromise operational reliability, and cause system failures or downtime. Using standard cables can lead to insulation breakdown and cable failure. Non-VFD cables may allow common-mode voltage to pass through the VFD motor and equipment grounds, leading to motor and equipment failures.
Current noise: In traditional power supplies, the sum of the three-phase waveforms is zero under normal conditions. However, VFDs generate three-phase voltages that do not sum to zero, causing a voltage imbalance at the winding junction of a star-wound motor. This imbalance creates a proportional cable charging current that returns via the grounding conductor, leading to a high common-mode current. Such current, also known as current noise, can create ground loops that disrupt various system components.
Common-mode noise can capacitively couple from unshielded motor leads in a conduit to the ground through conduit ground straps, supports, or other unintended grounding paths. This noise is particularly problematic for digital systems, as they are sensitive to the high-frequency noise generated by VFDs. The noise follows the path of least resistance, leading to unpredictable grounding paths that can vary with humidity, temperature, and load changes.
To reduce common-mode noise, it is essential to provide a known path to ground for the noise captured at the motor's frame. A low-impedance path, such as a properly designed cable ground/shield system, can offer an easier route for the noise to return to the drive rather than through the building ground grid, steel structures, or other equipment.
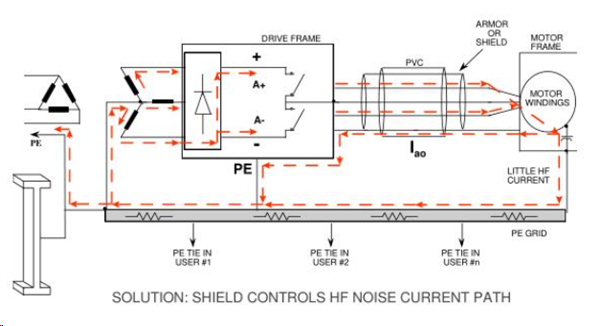
Figure 1: Common noise in VFDs (Source)
- Cable charging: Also known as Capacitive coupling and occurs in VFDs when energy from the drive is displaced or lost. This can charge the conductor or interact with other cables outside the intended electrical network. As a result, the power delivered from the drive to the motor is reduced, leading to false tripping or loss of motor torque and efficiency. Additionally, capacitive interaction can induce a voltage in adjacent cables, resulting in voltage on de-energized circuits and posing safety concerns and shock hazards. The power losses due to capacitive coupling are directly related to the length of the cable and the interaction between conductors and motor leads. The worst-case scenario occurs when multiple sets of motor leads with high capacitance are run together in a conduit. To minimize the impact of capacitive coupling, it is essential to shield motor lead sets from each other and to use VFD-grade insulation materials and appropriate cable thicknesses.
- Reflected wave: It is a high-voltage electrical pulse that originates at the motor due to the rapid switching of Insulated Gate Bipolar Transistors (IGBTs) used in modern VFDs. These voltages can damage the motor or motor cabling and pose safety risks to personnel. Reflected waves are related to the function of the voltage rise versus time (dv/dt) and the length of the motor cables. To reduce reflected wave voltage, it is essential to use cables with the lowest capacitance. This increases the distance required for the cable to reach full reflected wave voltage and reduces the damaging energy of the waves. Selecting cables with appropriate insulation thickness and materials, such as VFD-grade XLPE, which has high impulse voltage breakdown levels, can reduce the stress on the motor and VFD cables.
- Corona inception voltage: Refers to the voltage level at which a localized section of motor insulation, typically air, begins to break down. This happens when electrostatic fields around oppositely polarized conductors strip electrons from surrounding air molecules, causing ionization. The ionized air particles then accelerate towards and impact the insulated surface of the motor winding. Additionally, ozone produced during ionization reacts with nitrogen in the air to form nitrous oxides, chemically attacking the insulation and causing embrittlement and fractures. As the insulation deteriorates and exposes bare wire, arcing can occur between phases or from phase to ground. To mitigate this, cables used in VFD applications should use thermoset insulation systems, such as those based on XLPE materials. These materials have high-temperature stability, and the heat generated by the corona forms a thermally isolating charred layer on the insulation's surface, preventing further degradation.
Advantages of using the right VFD cabling
VFD cable transports power from AC drive systems to AC motors. They are critical in minimizing downtime and enhancing the life of the motor system and associated equipment. Since these cables handle high magnitudes of current and voltages, specialized cables are needed to meet these demands. Some of the key benefits of high-quality VFD cables are:
- Increased life of motors: VFD systems operate in challenging environments with high voltage spikes and significant radiated noise. Using inappropriate cables can lead to noise interference, affecting nearby devices. Properly shielded VFD cables help control this noise effectively. These cables provide the lowest impedance path for common-mode noise, ensuring it returns along the designated route and preventing premature motor failure. Additionally, VFD cables protect motor bearings from wear and prevent motors from overheating caused by cable charging losses.
- Ensures safety: Improper VFD cables can cause significant safety hazards to operators, including potential electrical shock. VFD cables equipped with proper insulation and robust shielding mitigate the risk of unwanted interactions between electrical systems and personnel. XLP-insulated VFD cables offer superior heat and voltage resistance compared to THHN and generic control or tray cables.
- Cost effective: While THHN wire may initially seem more cost-effective than VFD cables, the need for conduit and the associated installation costs can significantly increase the total expenditure. VFD cables eliminate the need for conduit, reducing material and labor costs. They minimize downtime and save the indirect cost associated with unexpected production shutdowns. Choosing the right VFD cable also reduces the repair and labor costs incurred in case of drive or motor failure, which are 15-20 times the cost of the VFD cables.
- Increases flexibility: Modern VFD cables have easily bendable Thermoplastic Elastomer (TPE) jackets and finely stranded tinned copper conductors. This added flexibility makes bending around tight turns or corners easier and increases the ease of installation without sacrificing any crucial performance elements. They can also be mounted directly on a motor or drive. VFD cables with tray cable-exposed run ratings allow installers to put cabling in trays without conduit and drop them right into the motor, reducing installation costs. Additionally, if the design or location changes, VFD cables can easily be moved, as there is no need to rip out existing conduits or buy new ones altogether.
Selecting a right VFD cable
Choosing the right VFD cable is crucial for ensuring the efficiency and longevity of your variable frequency drive (VFD) system. The following factors should be considered:
- Insulation materials: It is essential to counter the challenge of voltage spikes within a cable. Using cables with crosslinked polyethylene (XLPE) insulation can minimize this risk. XLPE insulation has a relatively lower dielectric constant that reduces the capacitive effect in long cable runs. XLPE also has excellent thermomechanical properties that allow it to withstand the heat generated by overcurrent conditions. It offers protection against reflected wave voltage and minimized capacitive coupling. This extends motor and cable life and enables longer run distances. VFD-grade XLPE insulation with a Corona Inception Voltage (CIV) of at least 7,500 volts withstands voltage much higher than alternatives like THHN, which has a CIV of 2,500 volts or less.
- Shielding and grounding: Robust grounding and shielding systems protect surrounding equipment from noise emissions. A proper grounding system provides the lowest possible ground path impedance. High-performance VFD cables with a significant excess of copper at ground potential can minimize radiated noise and control common mode current emissions. The recommended amount of copper in a VFD cable for smaller, noisier drives should be 300% of the circuit conductor size. Similarly, for bigger and quieter drives, the amount of copper in the cable should be 100% of the circuit conductor size. It is also essential to consider the shielding methods used in the cable and any connectors. It serves the double purpose of preventing externally generated noise from entering, causing internal signal disruptions, and preventing noise generated from within the cable itself from exiting. A triple-laminate foil tape with 85% braid coverage provides the most effective shielding.
- Insulation materials: The thickness of the insulation wall and the material of a VFD can prevent breakdown from spikes and corona discharges. So, proper insulation and jacketing material selection are required to match the specific VFD application requirements. Using cables with Crosslinked polyethylene (XLPE) insulation can minimize the abovementioned risks. It also has a lower dielectric constant, protecting reflected wave voltage, minimized capacitive coupling, extended motor and cable life, and longer run distances. Thick, VFD-grade XLPE insulation with a CIV of at least 7,500 volts withstands voltage spikes significantly. XLPE also has excellent thermo-mechanical properties that allow the XLPE insulation to withstand the heat generated by overcurrent conditions.
- Conductor Material and Optimized Stranding: They are essential for ensuring the efficiency of a drive system through reliable connections. A larger conductor surface area has lower DC resistance than those with a smaller surface area, resulting in reduced voltage drop across a given length of wire. Tinned copper is the optimal material choice for rugged environments and dependable connections as it is resistant to oxidation at high temperatures. High-strand tinned copper conductors provide superior high-frequency transmission paths due to the skin effect and their increased surface area. They offer a higher flex life, greater resistance to vibration and corrosion, and are easier to install. Stranding design also influences cable flexibility, with finer strands allowing for easier bending and tighter turns during installation and operation.
- Industrial-grade jackets: Protect VFD cables from harsh environmental conditions. Different types of jackets are available based on specific application requirements. For example, industrial-grade PVC jackets offer resistance to oil and sunlight. Similarly, industrial-grade TPE jackets provide similar resistance but are more durable and flexible than PVC. Thermoset Low Smoke Zero Halogen (LSZH) jackets have high toxicity and gas emissions ratings and are suitable for marine applications. Direct use in trays will reduce installation time and eliminate the need for additional conduits. In the case of underground installation, direct burial-rated jackets are a good choice. For optimal physical protection and versatility in any current and future application, selecting industrial-grade jackets rated for use in all environments is best.
VFD cable compliance under NFPA 79
The increase in VFDs over the past decade has created a demand for specially engineered wire and cable solutions to ensure long-term performance and reliability. Several industry groups, standards, and specifications guide the design and use of VFD cable systems. One important resource is NFPA 79: Electrical Standard for Industrial Machinery, which is an essential resource part of the National Fire Protection Agency's (NFPA) standards portfolio. The latest version of NFPA 79 outlines specific wire and cable requirements for VFD applications.
Recommended insulations
NFPA 79 advises against thermoplastic insulations such as Thermoplastic Heat-resistant Wire (THW) and Thermoplastic Heat Water Nylon (THWN)-2 and recommends thermoset insulations like XHHW-2 and RHW-2.
Thermoplastic Insulations: These have a higher dielectric constant and lower resistance to corona inception voltage. This can lead to increased cable capacitance and charging currents, stressing the insulation over time. Lower resistance to corona inception can result in premature dielectric breakdown and cable failure. Also, thermoplastic insulations do not perform well in DC or VFD applications that simulate DC circuits. These insulations can deform and melt when exposed to excessive temperatures, such as those caused by standing voltage waves in a VFD cable circuit. NFPA 79 specifies flexible motor supply cables, referencing the stringent requirements of UL 1277 (Power and Control Tray Cable) and UL 2277 (Outline of Investigation for Flexible Motor Supply Cable and Wind Turbine Tray Cable). The demanding requirements of UL 44 (Rubber Insulated Wire) combined with UL 1277/2277 standards result in VFD cables with exceptional performance, provided that the proper cable and system design are used. Shielded cables, multiple grounds, precise construction geometry, and effective termination methods are all critical to the long-term viability and performance of VFD circuits.
Conclusion
The use of VFD applications is growing due to strict energy efficiency standards and the need to retrofit existing motors. Ignoring cable-specific requirements or considering them unimportant can be costly and result in unnecessary downtime or a potentially hazardous or life-threatening situation. So, paying as much attention to the cables used in equipment and machines as to all the other costs associated with an installation is essential. Choosing well-designed, robust VFD cables increases the uptime and reliability of the VFD system and any sensitive instrumentation and control systems adjacent to it that need protection.
Farnell offers a variety of VFD cables from leading manufacturers, such as LAPP, Belden, and Alpha Wire, that provide overall drive system longevity and reliability.












